全國免費服務(wù)熱線
135-6446-6199
186-1619-6035
聯(lián)系人:王先生
手 機(jī):13564466199
網(wǎng) 址:lydianying.cn
地 址:上海嘉定區(qū)博學(xué)路1288號
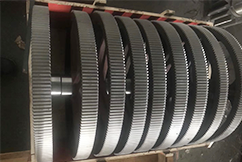
齒輪加工標(biāo)準(zhǔn)
齒輪加工